+989120859770
+989120859770

 Persian
Persian
 English
English
 Russian
Russian
 Chinese
Chinese


 +989120859770
+989120859770

 ماشین آلات بسته بندی
ماشین آلات بسته بندی

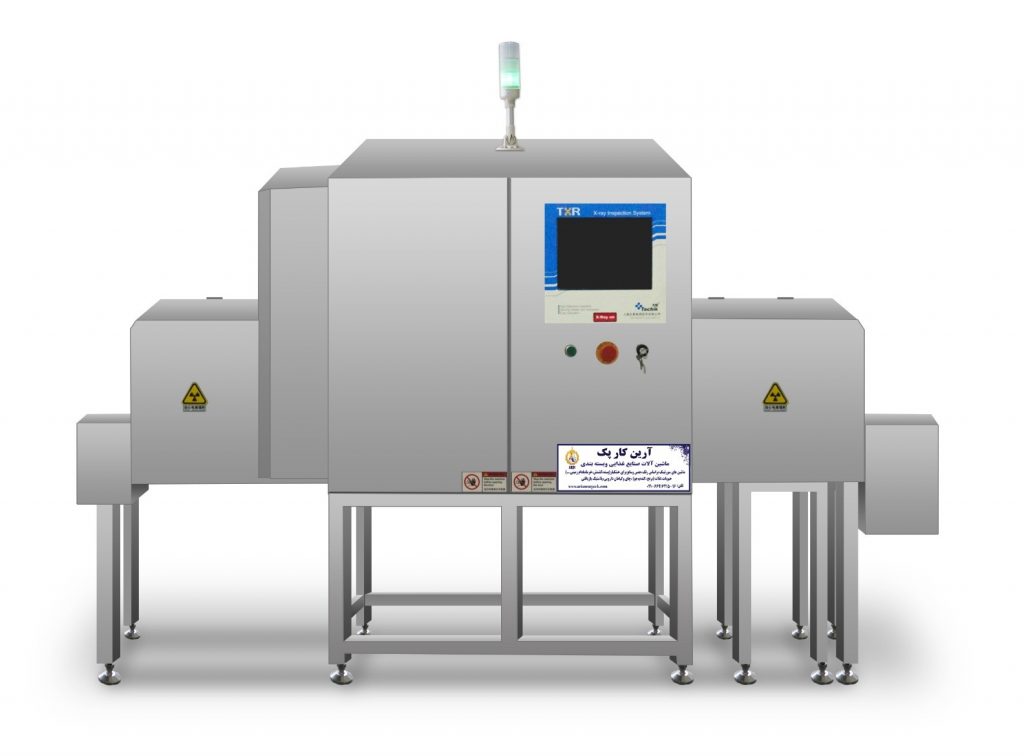
پس از قرار گرفتن محصول در قسمت نوار نقاله تغذیه ورودی دستگاه که یا به صورت اتوماتیک از خط های قبلی و یا به وسیله اپراتور بصورت دستی انجام می گیرد، محصول از بین ریل های تفکیک کننده در ردیف های منظم ۲ یا ۳ تایی قرارگرفته و به صورت اتوماتیک به قسمت جلوبرنده هدایت شده و پس از قرارگرفتن در داخل فیلم شرینک توسط آن قسمت، عملیات دوخت و برش پلاستیک انجام و سپس توسط نقاله ثانویه به داخل تونل حرارتی منتقل می گردد و در نهایت به صورت شرینک شده از انتهای تونل خارج می شود.
مشخصات مکانیکی
– نوار نقاله تغذیه از نوع Link belt سوراخدار در سمت راست ورودی دوخت دستگاه
– نوار نقاله متحرک بعد از دوخت جهت انتقال بسته از قسمت دوخت به نقاله تونل به منظور جلوگیری از چسبیدن پلاستیک محصولات به یکدیگر، افزایش کیفیت دوخت و افزایش سرعت و کارایی دستگاه
– نوار نقاله تونل از جنس توری گالوانیزه
– سه ردیف ریل تفکیک کننده استیل با قابلیت تنظیم برای محصول بدون کفی
– شاخص های پر بودن خطوط برای هر خط تغذیه ورودی به صورت مجزا
– سیستم پنوماتیکی جابجا کننده محصول در تغذیه ورودی به منظور جلوگیری از گیر کردن محصول در ورودی ریل های تفکیک کننده برای محصولات بدون کفی
– سیستم گیت ورودی صفحه ای با استفاده از دو عملگر پنوماتیکی
– سیستم جلوبرنده پنوماتیکی با هدایتگر مربوطه در جداره کناری و زیر ورودی دستگاه بمنظور جلوگیری از ایجاد مزاحمت برای اپراتور در قسمت میز ورودی
– سیستم پنوماتیکی تفکیک کننده محصول در انتهای نقاله تغذیه به منظور ایجاد فاصله با دپوی ورودی و جلوگیری از درگیر شدن محصولات
– سیستم پنوماتیکی تیغه قبل از دوخت به منظور جلوگیری از بهم ریختگی چیدمان محصول بدون کفی در قسمت جلوبرنده دستگاه
– سیستم رول بازکن اتوماتیک بالا به همراه فیکسچرهای مربوطه به منظور باز نمودن پلاستیک های دارای الکتریسیته ساکن و جلوگیری از گیر کردن و پیچیدن پلاستیک به دور توپی رول
– سیستم دوخت تیغه ای با روکش نسوز از جنس تفلون صنعتی
– سیستم خنک کننده خط دوخت پلاستیک بمنظور افزایش سرعت کارکرد دستگاه و جلوگیری از پارگی خط دوخت در سرعت بالا
– سیستم ساپورت متحرک پنوماتیکی یکطرفه بعد از دوخت به منظور جلوگیری از بهم ریختگی چیدمان محصول بدون کفی پلاستیک پیچ شده و ریزش آن
– سیستم نگهدارنده پنوماتیکی بعد از دوخت به منظور جلوگیری از برگشت و ریزش محصول به زیر دوخت و آسیب دیدگی آن
مشخصات و قابلیت های برق و اتوماسیون
– تابلو برق متصل به بدنه دستگاه همراه با متعلقات برقی در سمت چپ ورودی تونل دستگاه
– کنترل فرمان PLC به منظور کنترل عملکرد دستگاه به منظور تنظیم نمودن پارامترهای اتوماسیونی دستگاه HMI
– 4 عدد کنترل دور (اینورتر) موتورهایآسنکرون برای موتورهای تغذیه، رول بالا، نقاله بعد از دوخت و نقاله تونل AC
– ترانسفورماتور کاهنده ولتاژ المنت دوخت برای ایمنی اپراتور در برابر خطر برق گرفتگی
– سنسور نوری آینه دار پر بودن خطوط تغذیه
– سنسور القایی توقف محصول
– سنسور نوری آینه دار حفاظت زیر دوخت
– سنسور مغناطیسی حفاظت جک دوخت
– سنسورهای القایی محدود کننده کورس جلو و عقب سیستم جلوبرنده
– سنسور القایی رول بازکن
– قابلیت تنظیم اتوماتیک دمای دوخت توسط ترموستات به صورت کنترل به منظور افزایش دقت دمای دوخت در حد 1 درجه و PID جلوگیری از خرابی خط دوخت
– قابلیت تنظیم اتوماتیک دمای تونل توسط ترموستات به صورت کنترل ON/OFF
– ایمنی بالا جهت حفاظت از سوختن موتورها و لوازم برقی در صورت بروز مشکل
– سیم و کابل ها از نوع افشان روکش دار و فلکسی جهت حفاظت از سیم و کابل های قدرت و فرمان
.jpg)