 +7929688-88-14
+7929688-88-14

 English
English
 Persian
Persian
 Russian
Russian
 Chinese
Chinese


 +7929688-88-14
+7929688-88-14

Industrial equipment





















Industrial equipment in the petrochemical sector plays a pivotal role in the extraction, processing, and refining of hydrocarbons to produce a wide range of chemicals and fuels. These facilities rely on a diverse array of specialized equipment designed to handle the unique challenges posed by the petrochemical industry.
One of the fundamental components in petrochemical plants is the distillation column. These towering structures are used to separate different components of crude oil or other feedstocks based on their boiling points. Distillation is a crucial step in refining, allowing for the isolation of specific chemicals and ensuring the production of high-quality end products.
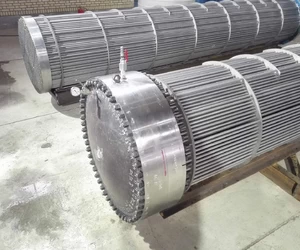
Heat exchangers are another essential piece of equipment in petrochemical processing. These devices facilitate the transfer of heat between different streams, improving energy efficiency and contributing to cost savings. In a complex network of reactions and separations, maintaining optimal temperatures is critical for the efficiency and safety of the overall process.
Pumps and compressors are deployed extensively throughout petrochemical facilities to move fluids and gases between various stages of production. Whether it's transferring crude oil within the facility or compressing gases for further processing, these machines are indispensable for maintaining the flow of materials through the intricate network of pipes.
Reactors are central to the production of petrochemicals, where raw materials undergo chemical transformations to yield desired products. Catalytic cracking units, for example, use catalysts to break down large hydrocarbons into smaller, more valuable ones. These reactors demand precision engineering to ensure optimal reaction conditions and product yield.
Storage tanks are ubiquitous in petrochemical facilities, serving as reservoirs for raw materials, intermediates, and finished products. These tanks are designed to handle a wide range of substances, including corrosive chemicals and flammable liquids, requiring robust construction and safety measures.
Instrumentation and control systems are critical for monitoring and managing the various processes in a petrochemical plant. Advanced sensors, distributed control systems, and programmable logic controllers enable operators to regulate temperature, pressure, and other parameters, ensuring a safe and efficient production environment.
The petrochemical industry also heavily relies on centrifuges and separators for the purification of products. These devices use centrifugal force to separate different components based on their density, contributing to the production of high-purity chemicals.


In conclusion, industrial equipment in petrochemicals embodies a sophisticated interplay of technologies designed to handle the challenges inherent in the extraction, processing, and refinement of hydrocarbons. From distillation columns and heat exchangers to reactors and control systems, each piece of equipment plays a crucial role in ensuring the efficiency, safety, and quality of petrochemical production.
Petrochemical industrial equipment encompasses a wide range of specialized machinery essential for the extraction, processing, and refining of hydrocarbons. Here's a closer look at some key components:
1. Distillation Columns: Towering structures used to separate components of crude oil or other feedstocks based on their boiling points, crucial for refining and isolating specific chemicals.
2. Heat Exchangers: Devices facilitating heat transfer between different streams, improving energy efficiency in various processes by maintaining optimal temperatures.
3. Pumps and Compressors: Used for fluid and gas movement within the facility, essential for maintaining the flow of materials through the intricate network of pipes.
4. Reactors: Central to chemical transformations, reactors facilitate the conversion of raw materials into desired products. Examples include catalytic cracking units for breaking down hydrocarbons.
5. Storage Tanks: Reservoirs for raw materials, intermediates, and finished products, designed to handle a wide range of substances, including corrosive chemicals and flammable liquids.
6. Instrumentation and Control Systems: Advanced sensors, distributed control systems, and programmable logic controllers enable operators to monitor and regulate temperature, pressure, and other parameters for a safe and efficient production environment.
7. Centrifuges and Separators: Used for the purification of products, employing centrifugal force to separate different components based on their density, contributing to the production of high-purity chemicals.
These components collectively form a sophisticated network of technologies, each serving a specific purpose in the petrochemical production process. Their integration ensures the efficiency, safety, and quality of the overall industrial operation.
Petrochemical industrial equipment is used in facilities such as:
1. Refineries: Large-scale processing plants where crude oil is refined into various products, including fuels and chemicals.
2. Chemical Plants: Facilities dedicated to the production of a wide range of chemicals through chemical processes and reactions.
3. Petrochemical Complexes: Integrated complexes that combine refining and chemical processing to maximize the production of both fuels and chemicals.
4. Oil and Gas Extraction Sites: Equipment like pumps is employed in upstream operations to extract crude oil and natural gas from wells.
5. Pipeline Systems: Components such as pumps are utilized in pipeline infrastructure for the transportation of crude oil and refined products over long distances.
6. Storage and Distribution Centers: Storage tanks play a crucial role in storing raw materials, intermediates, and finished products before distribution.
7. Industrial Laboratories: Testing and research facilities where smaller-scale versions of equipment may be used for experimentation and development of new processes.
These facilities are integral to the petrochemical industry, which encompasses a broad spectrum of activities from extracting raw materials to refining and producing a diverse range of chemicals and fuels. The equipment is strategically placed within these facilities to handle specific stages of the production process.
Industrial machinery holds paramount importance in various sectors, contributing significantly to the efficiency, productivity, and development of economies worldwide. These machines play a pivotal role in manufacturing, construction, energy production, and numerous other industries. Several factors underline the crucial importance of industrial machinery.

1. Increased Productivity: Industrial machinery automates tasks, leading to increased production rates and efficiency. Machines can work continuously without fatigue, significantly boosting overall productivity compared to manual labor.
2. Precision and Consistency: Machinery ensures a high level of precision and consistency in manufacturing processes. This is particularly critical in industries such as electronics, aerospace, and pharmaceuticals, where exact specifications are imperative.
3. Safety Improvement: Many industrial processes involve hazardous tasks that pose risks to human workers. Industrial machinery can take on these dangerous tasks, enhancing workplace safety and reducing the likelihood of accidents.
4. Cost Efficiency: While the initial investment in industrial machinery can be substantial, the long-term cost efficiency is evident. Machines can perform tasks at a faster rate, reduce errors, and require less maintenance compared to manual labor, resulting in overall cost savings.
5. Innovation and Technological Advancement: Industrial machinery drives innovation and technological advancement. Continuous research and development in this field lead to the creation of more efficient, versatile, and sophisticated machines, fostering progress in various industries.
6. Global Competitiveness: Nations with advanced industrial machinery capabilities are often more competitive in the global market. Efficient production processes contribute to the production of high-quality goods at competitive prices, bolstering a country's economic standing.
In essence, industrial machinery serves as the backbone of modern production, enabling economies to meet the demands of growing populations and technological advancements. Its importance extends beyond individual industries, influencing economic growth, technological innovation, and overall societal progress. As technology continues to evolve, the role of industrial machinery will likely become even more pivotal in shaping the future of global industries.
Petrochemical industrial equipment encompasses a wide range of specialized machinery essential for the extraction, processing, and refining of hydrocarbons. Here's a closer look at some key components:
Petrochemical industrial equipment is used in facilities such as:
Industrial machinery holds paramount importance in various sectors, contributing significantly to the efficiency, productivity, and development of economies worldwide. These machines play a pivotal role in manufacturing, construction, energy production, and numerous other industries. Several factors underline the crucial importance of industrial machinery.
In essence, industrial machinery serves as the backbone of modern production, enabling economies to meet the demands of growing populations and technological advancements. Its importance extends beyond individual industries, influencing economic growth, technological innovation, and overall societal progress. As technology continues to evolve, the role of industrial machinery will likely become even more pivotal in shaping the future of global industries.
FAQs
What are examples of industrial equipment?
Pumps, compressors, distillation columns, heat exchangers, reactors, storage tanks, and control systems.
What is industrial equipment used for?
Industrial equipment is used for tasks such as manufacturing, processing, refining, and transporting materials in various industries to enhance productivity and efficiency.
What is classified as industrial equipment?
Machinery, tools, and devices used in industrial processes, including pumps, compressors, reactors, and control systems, are classified as industrial equipment.
Why is industrial machinery important?
Industrial machinery is crucial for boosting productivity, ensuring precision, improving safety, and driving cost efficiency across various sectors, contributing significantly to economic growth and global competitiveness.